Для надежного и долговечного функционирования силового агрегата рекомендуется устанавливать усилие крепления на уровне 115 Нм. Это обеспечит надёжное прилегание всех элементов, предотвращая возможное нарушение герметичности.
Перед выполнением данной процедуры важно тщательно очистить поверхности соединений и использовать новые прокладки. Убедитесь, что все резьбовые соединения чистые и свободны от загрязнений, что повысит эффективность крепления.
Оптимальным способом является применение динамометрического ключа, который позволяет добиться точности при установке. Рекомендуется ослаблять и подтягивать болты в определенной последовательности, чтобы избежать перекосов и неравномерных нагрузок на конструкции.
После завершения процесса проверьте на предмет утечек и проведите пробный запуск для выявления возможных проблем. Такой подход поможет значительно продлить срок службы двигателя и улучшить его производительность.
- Требования к моменту затяжки для двигателя 4216
- Инструменты и оборудование для крепления
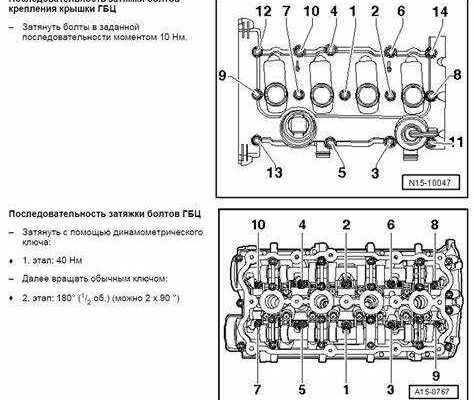
- Порядок натяжения болтов головки блока
- Определение корректного момента затяжки
- Типичные ошибки при затяжке головки
- Последствия неправильного усилия при креплении
- Регулярность проверки затяжки
- Замена прокладки головки блока и её момент затяжки
- Рекомендации по обслуживанию головки блока после выполнения работы
Требования к моменту затяжки для двигателя 4216

Для надежного соединения элементов конструкции необходимы следующие спецификации: первичный уровень затяжки составляет 30 Нм, затем следует последовательное увеличение до 80 Нм для достижения оптимальной герметичности.
Используйте специализированный ключ для обеспечения точности. Не забывайте о необходимости предварительного очищения резьбовых соединений и применения фиксатора, чтобы предотвратить ослабление.
Особое внимание уделите порядку затяжки. Рекомендуется следовать симметричной схеме, двигаясь от центра к краям, что уменьшит риск деформации поверхности. Каждый этап необходимо проверить для обеспечения однородности нагрузки.
Также важно учитывать температурные условия, так как тепло расширяет материалы. Убедитесь, что все компоненты находятся на одной рабочей температуре перед началом процесса.
После завершения работ проведите контрольный замер для гарантии соблюдения всех параметров, чтобы устранить возможные отклонения и обеспечить надежность сборки на длительный срок.
Инструменты и оборудование для крепления
Для качественного выполнения процесса необходимо использовать проверенные инструменты:
- Торцевые головки: Подбор комплектов с различными размерами для болтов. Рекомендуется использовать головки с шестигранной формой для лучшего сцепления.
- Динамометрический ключ: Обеспечивает точную настройку силы зажима. Важно выбрать модель с диапазоном, который включает необходимые значения.
- Удлинители и трещотки: Позволяют достигать труднодоступных мест и обеспечивают комфорт при работе.
- Ключи для работы с фланцами: При наличии фланцев используются специальные ключи для их надежного крепления и избежания повреждений.
Дополнительное оборудование также может оказаться полезным:
- Магнитный держатель: Упрощает доступ к крепежным элементам, предотвращая их потерю.
- Клещи для затяжки: Стандартизированные, чтобы избежать повреждений крепежа.
- Контрольный инструмент: Устройство для проверки совпадения параметров после завершения процесса.
Работа с качественным оборудованием гарантирует надежность соединений и длительный срок службы узлов. Не забывайте регулярно проверять инструменты на наличие повреждений и корректность работы, чтобы избежать столкновений с проблемами во время ремонта.
Порядок натяжения болтов головки блока
Следуйте следующему порядку для натяжения болтов: начните с болтов, расположенных в центре, и продвигайтесь к краям. Это обеспечит равномерное распределение нагрузки.
Первый этап – предварительная затяжка. Болты нужно установить с начальным усилием, указанным в инструкциях, чтобы выровнять детали. Это позволяет избежать перекосов и повреждений поверхности.
На втором этапе выполните основной цикл натяжения. Используйте инструмент для точной установки необходимого усилия, придерживаясь указанного порядка. Обязательно следите за тем, чтобы каждый болт затягивался до необходимого значения, после чего переходите к следующему.
При выполнении окончательной затяжки повторите последовательность дважды, постепенно увеличивая жесткость до знакового значения, чтобы предотвратить возможные утечки и нарушения герметичности. Убедитесь, что все элементы зафиксированы должным образом, так как это обеспечит долгий срок службы двигателя.
Контролируйте состояние резьбы болтов – любые повреждения могут сказаться на качестве соединения. При необходимости замените поврежденные элементы новыми. Помните о чистоте и масляной пленке на резьбе, это должно быть учтено при работе с крепежом.
Определение корректного момента затяжки
Для достижения надежного соединения деталей важно установить точные параметры напряжения крепежных элементов. Рекомендуется установить усилие в пределах 115-120 Нм для главных болтов, в то время как для вторичных компонентов – 80-85 Нм. Эти значения позволят избежать как недотягивания, так и перетягивания, что может привести к неисправностям.
Для определения требуемого значения следует учитывать спецификации производителя и особенности конкретной конструкции. Обратите внимание на использование динамометрического ключа для обеспечения точности. Такой инструмент позволит контролировать усилие при затяжке в реальном времени.
Каждый крепежный элемент также может иметь свою специфику, поэтому рекомендуется ознакомиться с инструкцией или сервисной документацией перед проведением работы. Использование стандартных данных без учета индивидуальных особенностей может привести к нежелательным последствиям.
| Тип крепежа | Рекомендуемое значение (Нм) |
|---|---|
| Основные болты | 115-120 |
| Вторичные элементы | 80-85 |
При работе следует также учитывать способ нагрева и охлаждения конструкции, так как это может повлиять на конечные параметры стягивания и жесткости соединений. Проверьте динамические характеристики и убедитесь в точности выставленных значений для достижения оптимальных результатов.
Типичные ошибки при затяжке головки
Перед началом работы убедитесь, что все крепежные элементы чистые и не имеют видимых повреждений. Наличие грязи или коррозии может привести к неправильному сцеплению. Это часто игнорируется и может приводить к провисанию.
Используйте динамометрический ключ правильно. Часто работники не следят за его настройками, что приводит к недостаточному или избыточному усилию. Убедитесь, что инструмент откалиброван перед применением.
Недостаточное соблюдение последовательности натяжения также может стать причиной проблем. Часто обрабатываются не все болты, что может вызвать деформацию. Следуйте рекомендуемому порядку, соблюдая график затяжки.
Не пренебрегайте предварительной смазкой резьбы крепежных элементов. Это уменьшает трение и обеспечивает более точные показания при использовании инструмента. Эта процедура часто упускается из-за спешки.
Нельзя забывать о температурном эффекте. Если вы производите работу при низких температурах, может потребоваться дополнительное время для достижения нужных характеристик. Работа в условиях высокой температуры также имеет свои особенности.
| Ошибка | Последствия |
|---|---|
| Игнорирование чистоты крепежа | Неправильное сцепление, провисание |
| Неправильная настройка динамометрического ключа | Недостаточная/избыточная нагрузка |
| Нарушение последовательности натяжения | Деформация, неравномерное прилегание |
| Отсутствие смазки на резьбе | Некорректные измерения, снижение точности |
| Работа в неподходящей температуре | Снижение эффективности, риск повреждений |
Последствия неправильного усилия при креплении
Неправильное выполнение крепежа может привести к серьезным проблемам с двигателем. Вот основные последствия:
- Течи масла: Недостаточная фиксация может привести к образованию зазоров, способствующих утечкам.
- Перегрев: Неравномерное распределение нагрузки может вызвать перегрев отдельных компонентов. Это часто происходит из-за искривления детали.
- Повреждение прокладок: Неправильное усилие может вызвать сжатие или смещение прокладок, что затрудняет их герметичное прилегание.
- Износ резьбы: Чрезмерное усилие может привести к повреждению резьбы, что делает невозможным крепление в будущем.
- Поломка деталей: Слишком сильная фиксация может вызвать растрескивание или деформацию самих элементов конструкции.
Перед началом работ обязательно проконсультируйтесь с инструкциями и рекомендациями производителя, чтобы избежать вышеуказанных проблем.
Регулярность проверки затяжки
Проверку усилия крепления рекомендуется проводить при каждой плановой технической помощи, а также после любого серьезного вмешательства в двигатель. Это позволит убедиться в надежности крепежа и избежать возможных проблем.
Интервалы проверки следует устанавливать в зависимости от условий эксплуатации. Если автомобиль работает в тяжелых условиях, таких как частые остановки и старты, нарушение дорожно-транспортного режима, то осмотр должен проводиться чаще.
По возможности рекомендуется проверять прочность крепления и во время пробега 10 000 км или по достижении 6 месяцев активной эксплуатации. Это даст возможность оперативно выявить и решить потенциальные проблемы до возникновения серьезных неисправностей.
Перед каждой длительной поездкой полезно включить проверку крепежа в список контрольных операций, что обеспечит сохранность всех соединений и снизит риск неприятных ситуаций в пути.
Замена прокладки головки блока и её момент затяжки
При замене прокладки необходимо использовать новую деталь, так как старая не обеспечит необходимую герметичность. После установки обязательно следуйте указанным параметрам крепления для достижения надежного соединения. Для двигателя 4216 предписано применение последовательности затяжки, часто используемой в несколько этапов, что позволяет равномерно распределить нагрузку.
Рекомендуется проверять состояние металлической поверхности перед установкой новой прокладки. Места, где могут быть отложения или ржавчина, следует очистить. При установке прокладки не забывайте о необходимости применения специальной смазки на резьбу болтов, что поможет уменьшить трение и добиться необходимого значения усилия при затягивании.
Наконец, убедитесь в правильной последовательности действия, что уменьшит риск повреждения деталей. Используйте динамометрический ключ для точного контроля усилия. Проверка после обкатки автомобиля также настоятельно рекомендуется для избежания возможных проблем с герметичностью соединения в будущем.
Рекомендации по обслуживанию головки блока после выполнения работы
Регулярная проверка состояния крепежных элементов обеспечивает надежную работу всех систем двигателя. Следуйте этим рекомендациям после завершения работы:
- Проверьте все болты на наличие признаков коррозии или повреждений. Замена испорченными элементами гарантирует безопасность функционирования.
- Сразу после выполнения установки, проведите пробный запуск. Следите за поведением мотора и на различных режимах работы.
- В течение первого часа эксплуатации сделайте несколько циклов остановки и запуска. Это поможет выявить возможные проблемы с уплотнением.
- После 500–1000 км пробега осуществите повторный контроль крепежных элементов. Проведите осмотр на наличие утечек масла или охлаждающей жидкости.
Соблюдение графика обслуживания и регулярные проверки повысят срок службы конструкции и снизят вероятность серьезных поломок.
Храните инструменты в корректном состоянии: используйте чехлы и держатели, что исключит случайные повреждения крепежных элементов при storing.
Поддерживайте рабочую область в чистоте. Наличие грязи и мусора может привести к неправильной установке компонентов и их повреждению.
Не забывайте о необходимости использования только оригинальных запасных частей или качественных аналогов. Это существенно влияет на долговечность работы.







